
概述
骨缺损修复的复杂性和多维性是现代医学面临的重大挑战。三重周期极小曲面(TPMS)结构因其数学定义的曲率和与骨小梁结构的相似性而成为骨再生支架设计的候选结构,每个表面点上都有不同的高斯曲率且平均曲率为零。通过改变数学方程的参数,可以制造具有高连通性和精确定制机械性能、孔隙率、孔壁厚度和孔径的 TPMS 结构。
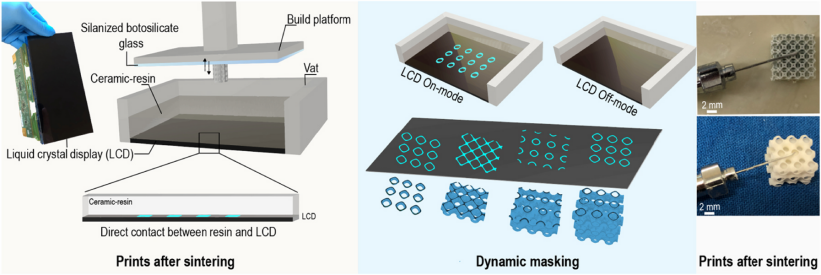
本研究提出一种使用高分辨率(7500 × 3240 像素,1152 像素/英寸)液晶显示器(LCD)作为动态掩模发生器的桶式光聚合技术,可制造出孔隙率高于 90%、孔径低于 200 µm 且最小壁厚为 38 µm 的 TPMS 结构。此外,还系统地研究了工艺变量包括粉末的折射率和粒度分布对光敏浆料固化深度和羟基磷灰石与巴格达石(Ca6Zr2(Si2O7)2O4)生物陶瓷打印尺寸精度的影响和机制。
3D 打印
制备两种具有不同折射率的生物陶瓷粉末:(1)羟基磷灰石(HA),通过湿化学沉淀法在控制条件下使含 Ca 和 P 的溶液发生反应合成 HA 颗粒,用高能行星式球磨机对煅烧颗粒进行细化,得到三种不同粒度分布的 HA9、HA2 和 HA0.5。(2)巴格达石(BGH),采用溶胶-凝胶技术获得 BGH 颗粒。使用生物陶瓷粉末(40 vol%)、聚丙烯酸钠、丙烯酸酯低聚物、4-(1-氧代-2-丙烯基)-吗啉和双(1,2,2,6,6-五甲基-4-哌啶基)癸二酸酯配制光固化浆料。采用硼硅酸盐玻璃片增强打印件与构建平台的附着力,将厚度为 1 mm 的玻璃片经过硅烷化处理,用双面胶带固定在打印机的构建平台上。

采用定制的 LCD 立体光刻系统制造,该系统使用 7.1 英寸的线性投影 LED 显示屏(波长 460 nm),最高分辨率为 22 µm(1152 PPI,7500 × 3240 像素),单层厚度可在 10-100 µm 范围内选择。为确保高速打印和足够的 z 轴分辨率,对所有打印件选择 50 µm 的最佳层厚。使用 Autodesk Fusion 360 设计一个掩模(STL 文件)确定固化深度,它包含尺寸为 20-1000µm 的方形和球形孔阵列。
设计的基于薄片 TPMS 结构晶格包含三种常见类型:Gyroid、Schwarz 和 Diamond,孔隙率范围在 65%-92%,通过在 nTopology 软件中改变晶胞厚度(100-400 µm)可以实现变化。构建具有萤石、开尔文和八重奏结构的基于支柱的晶格,平均支柱尺寸为 250 µm。精心优化 LCD 打印参数,平衡打印速度、结构完整性和精细特征分辨率。曝光时间 6 s,层高为 50 µm,底部提升距离 6 mm,构建平台提升速度 60 mm/min。
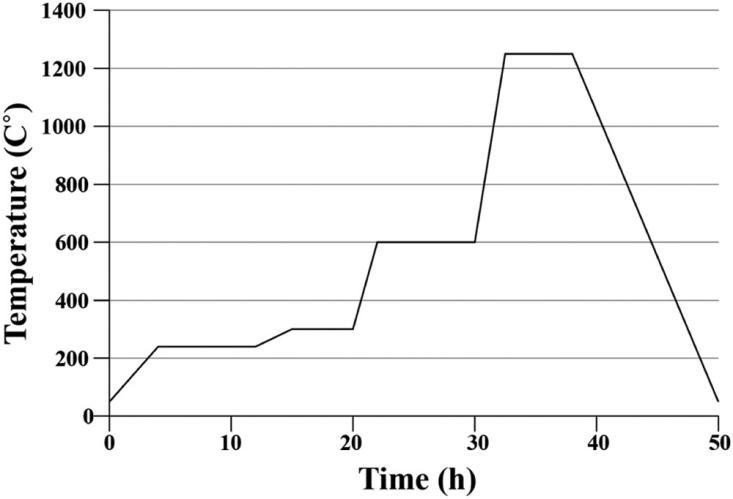
打印完成后,将玻璃基板从构建平台上拆下,倒置浸入装有乙醇的槽中 2 分钟。使用压缩空气消除微腔内任何剩余的未固化树脂,重复直至确认所有孔隙均开放。经过多阶段热处理方案,燃烧有机成分并使用升降式高温电炉加固支架。
基于 CT 的图像处理
使用 Philips X’pert-MPD X射线衍射仪(XRD)对支架进行化学表征,通过扫描电子显微镜(SEM)分析支架结构和支柱。采用 SkyScan 1172 设备扫描支架,体素尺寸分辨率为 8 µm。将扫描图像数据导入 Simpleware 软件创建基于 μCT 的三维模型,利用体积分数和表面积的统计工具确定支架的孔隙率和表面积。为确保所有支架孔隙率测量的一致性,在对不同支架进行图像分割时使用相同的阈值范围。在 Simpleware 中利用 Wall thickness 工具获得壁厚统计数据。
结果与讨论
1,浆料的稳定性和固化行为
浆料由陶瓷粉末和紫外线固化树脂混合而成,其稳定性是成功实现生物陶瓷光聚合的关键因素。不使用分散剂时,由 HA9 制成的浆料将在 1 小时后变得不稳定,仅减小粒径(HA0.5)可将这种分离延迟至 48 小时。添加分散剂后,由 HA9 和 HA0.5 制成的浆料均可稳定长达两周,且固化行为与新制备浆料相似。
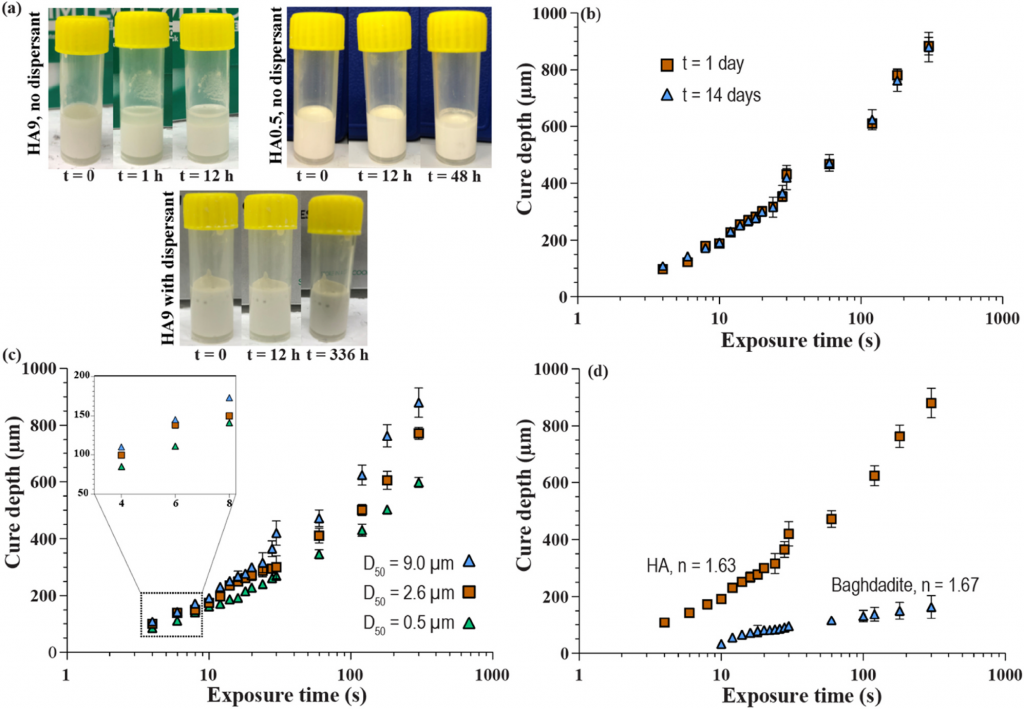
HA9 制成浆料与已保存 14 天相同浆料的固化深度对比(c)不同粒径 HA 颗粒制成浆料的固化深度对比(d)具有不同折射率的 HA 和 BGH 制成浆料的固化深度对比
浆料的固化行为是陶瓷光聚合的另一个重要参数。打印件的尺寸精度和坚固性与固化深度直接相关,而固化深度主要由浆料配方决定。一般来说,陶瓷颗粒的粒度分布、形状、折射率和体积百分比会影响陶瓷内部材料的性质。测量由三种尺寸(D50 = 9.0 µm、2.6 µm 和 0.5 µm)HA 颗粒制成浆料在不同 UV 曝光时间下的固化深度,其随粒径减小而降低。HA 和 BGH 的粒径分布接近,折射率分别为 1.63 和 1.67。与 BGH 相比,由 HA 制成浆料的固化深度大约高出 5-10 倍。随着粒径减小以及陶瓷与树脂折射率差的增大,固化深度减小。陶瓷和树脂折射率的微小差异会对固化深度产生重大影响,可能超过粒径和颗粒间距变化所造成的影响。
2,打印精度
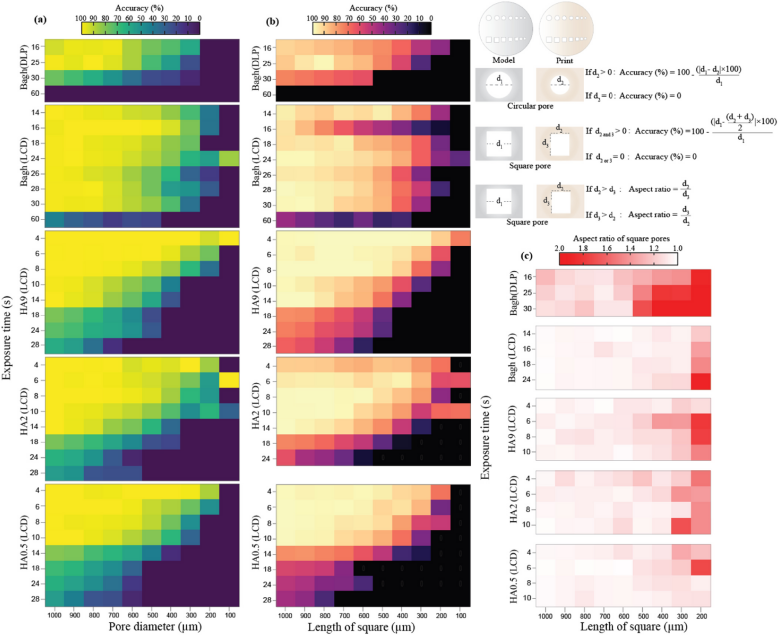
创建一个基准掩模检查高分辨率 LCD 的打印精度,特别是在生成具有各种尺寸的曲边和直边时。掩模包含两组正方形和圆形孔,长度和直径范围是 20-1000 µm。区域 1 为大孔(700-1000 µm),区域 2 为小孔(300-600 µm)。对于所有生物陶瓷成分和粒度,除通过 DLP 技术打印外,区域 1 中孔的几何形状和大小与设计均相当。通过减小颗粒尺寸,表面光洁度质量得到显著改善。当使用具有更高折射率的 BGH 时,小于 500 µm 特征的精度开始降低,直径为 300 µm 的孔被填充,模糊了正方形和圆形的区别边界。而 HA9 打印件中 300 µm 的孔和正方形仍清晰可辨。这种对比表明,陶瓷粉末和树脂间的折射率差异对实现精确的小特征尺寸具有相当大的影响。
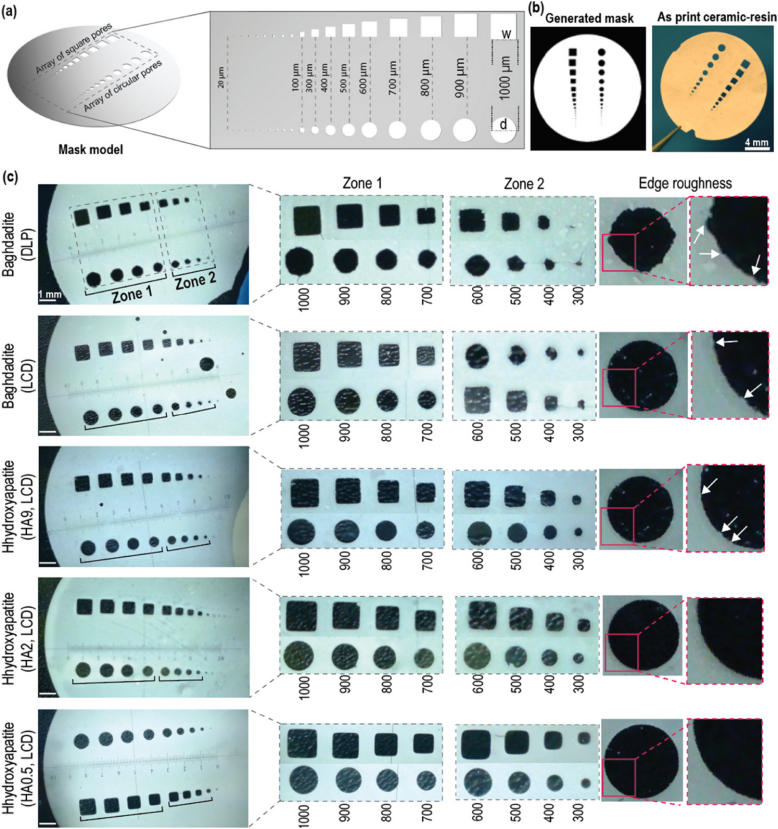
减小颗粒尺寸能提高尺寸精度,尽管打印最小特征尺寸的能力会降低。由小粒径制成的浆料在较高的曝光时间(过曝光条件)下有效地散射了入射光,导致精度下降较快,而使用大颗粒和中等颗粒的浆料都可以获得更好的准确性。具有 90 % 以上形状精度的最小可实现孔径:HA2 和 HA9 浆料为 100 µ m,而 BGH 浆料为 400 µm。本研究成功打印了孔径低至 50 µm 的 HA9,然而更长的曝光时间减弱了打印精细孔径的能力。
3,3D 打印 TPMS 结构的准确性
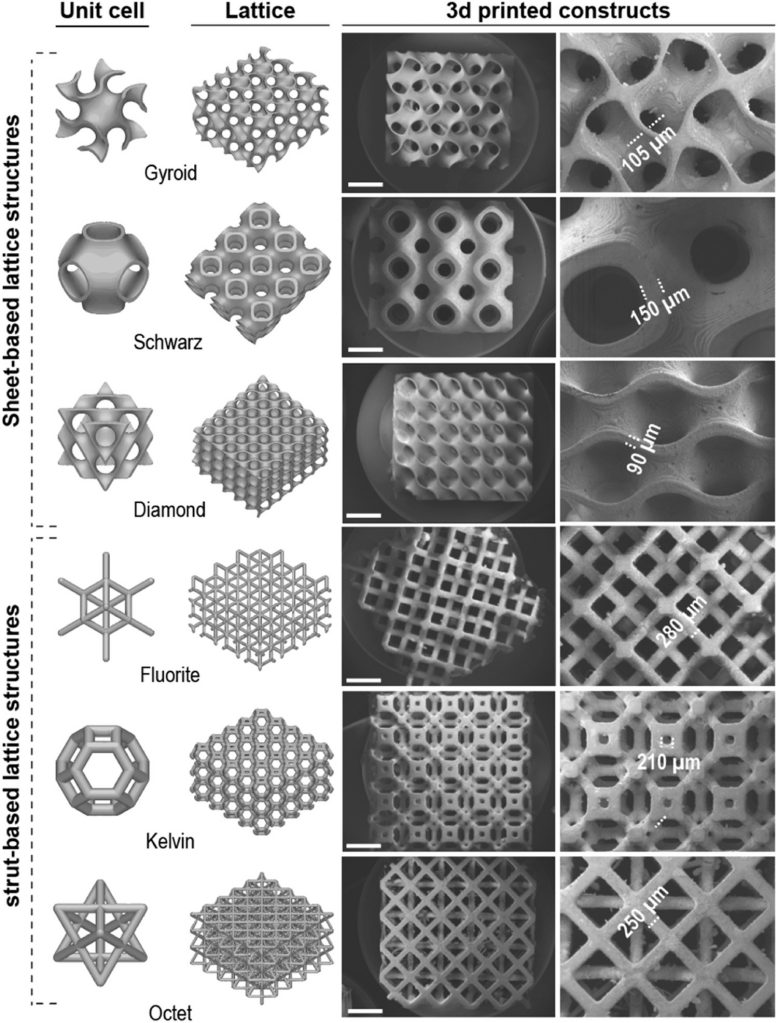
骨再生高度依赖于 3D 打印支架的内部设计和表面特性。TPMS 结构的平均曲率为零,可以在三个垂直方向上周期性重复。基于 TPMS 的支架可精确控制孔结构和支架形态,从而可在光照下通过计算机控制逐层陶瓷树脂的固化。使用由 HA0.5 制成的浆料制造两种类型的多孔结构:(1)基于片的晶格(TPMS 结构:Gyroid、Schwarz 和 Diamond)(2)基于支柱的晶格(Fluorite、Kelvin 和 Octet)。扫描电子显微镜 (SEM) 显示,高分辨率 LCD 打印紧密地再现了具有精细特征和孔径的基于片和支柱的晶格结构。
为评估 3D 打印 TPMS 结构的准确性,对烧结样品进行高分辨率的 Micro-CT 扫描。将获得的图像数据导入 Simpleware 软件进行三维重建,使用 Wall thickness 工具量化整个结构的壁厚,揭示其他生物陶瓷立体光刻技术无法实现的细节。Schwarz 结构具有均匀的壁厚,平均尺寸约为 120 µm,总孔隙率为 88%。平均壁厚最小的 Diamond 结构为 70 µm,总孔隙率为 90%。而 Gyroid 结构的平均壁厚尺寸约为 60 µm,实现了 92% 的高孔隙率。2D CT 图像的随机横截面中,Schwarz、Diamond和 Gyroid 结构的最小壁厚分别为 160 µm、104 µm 和 85 µm。
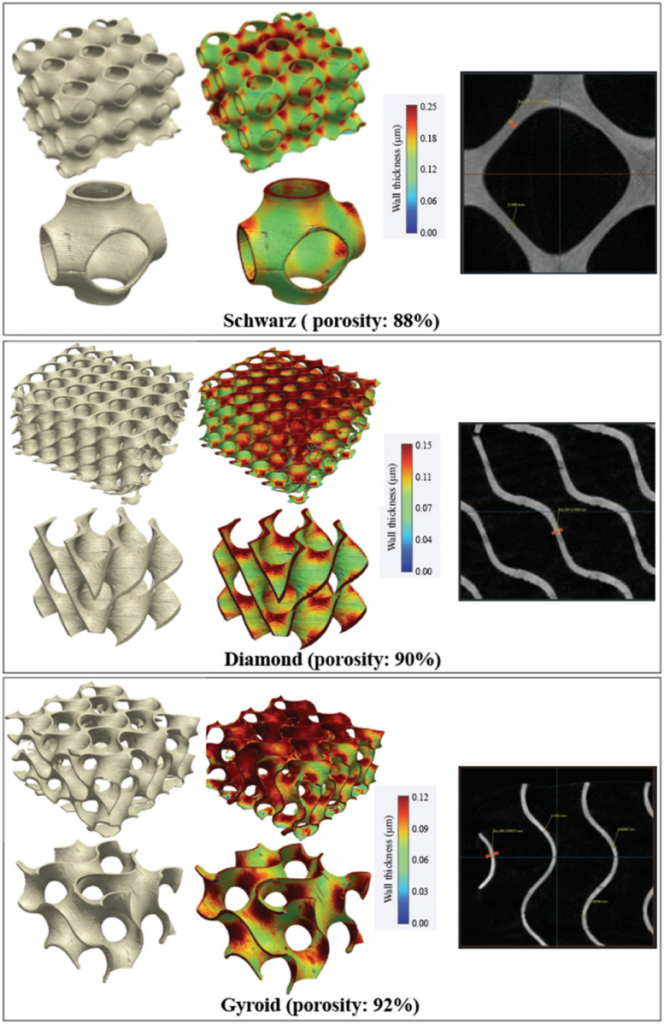
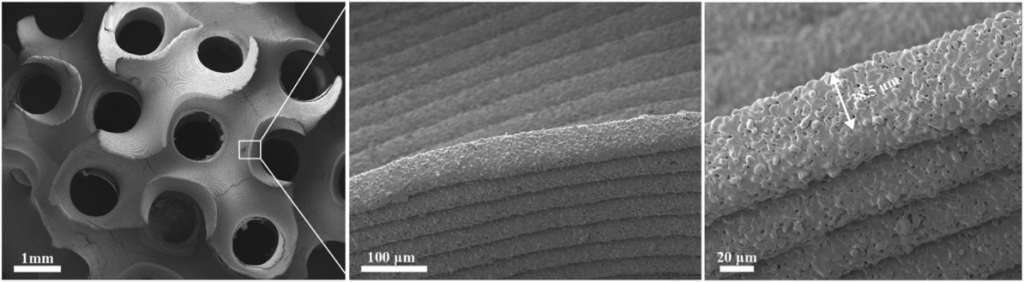
表面积与体积(S/V)比越高,容纳细胞、生长因子和细胞因子的粘附以及组织长入的表面积就越大。骨骼的 S/V 比范围是 1-6 mm-1,椎骨为 2-3 mm-1。Schwarz、Diamond 和 Gyroid 可实现的最大 S/V 比分别为 2.3、2.8 和 4.1,完全位于骨骼的 S/V 范围内。为进一步研究最小壁厚,对制备的 TPMS 样品进行 SEM 测试,烧结 HA Gyroid 结构的壁厚为 38 µm,接近 LCD 的分辨率 22 µm。
结论
本研究代表着大桶光聚合技术领域的重大进步,利用高分辨率液晶显示器(LCD)制造具有高精度和复杂性的 TPMS 结构。该工艺确保制造的支架孔隙率超过 90%,孔径低于 200 µm,最小壁厚为 38 µm,提供更多的结构细节,是其他生物陶瓷立体光刻技术以前无法实现的。此外,使用高分辨率 Micro-CT 扫描对 3D 打印的 TPMS 结构进行详细评估,各种结构的 S/V 比均在骨骼的生理范围内,表明这些 TPMS 支架可以作为骨组织工程应用的最佳候选材料。总体而言,LCD 技术能够高度控制生物陶瓷支架的内部结构和几何形状,从而精细调整生物陶瓷植入物的机械和生物特性。
参考
- Roohani I, Entezari A, Zreiqat H. Liquid crystal display technique (LCD) for high resolution 3D printing of triply periodic minimal surface lattices bioceramics[J]. Additive Manufacturing, 2023, 74: 103720.