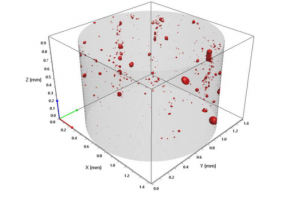
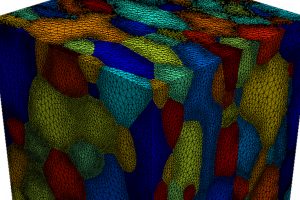
概述 增材制造(AM,也称 3D 打印)的潜在优势(如复杂几何形状的制造)吸引了汽车、航空航天、国防和医疗行业的广泛关注。激光粉末床熔融(L-PBF)是金属零件制造的技术之一,基于离散堆积的成形理念逐层熔覆沉积制备三维实体样件。L-PBF 具有柔性化程度高、加工速度快、对样品尺寸及形状无限制等特点,关键加工参数包括激光功率、扫描速度、激光束尺寸、层厚度、舱口间距和扫描策略。 L-PBF 的局部连续激光熔化过程会因高热梯度而产生热残余应力,从而导致增材制造零件的破裂、分层和变形。此外,孔隙率也是一个关键问题,特别对于需要高拉伸强度和抗疲劳性的零件。本项目研究了激光功率对激光粉末床熔融 (L-PBF) 加工的 316L 不锈钢(SS)缺陷特征、微观结构发展、组成相和晶体织构的影响。 亮点 在最佳加工制度下,激光功率降低一半时孔隙率增加约 7 倍。随着激光功率的降低,熔池形貌由扁平宽大转变为鱼鳞状。择优取向由强( 200 )织构转变为随机织构。 实验 材料和 L-PBF 处理条件 所用材料为商用气雾化 316L 不锈钢粉末,使用 L-PBF 系统(改进的 AconityLab 设备,Aconity3D)和 400 W 的 Yb 光纤激光器在氩气氛中打印圆柱形样品。在所有其他加工参数保持不变的情况下,分别使用 380 W、320 W、260 W和 200 W 的激光功率打印四个圆柱体。所有样品均采用激光扫描速度 300 mm/s、激光束直径 0.207 mm、标称粉末层厚度 0.06 mm。预估体积能量密度(VED) 为 102、86、70 和 54 J/mm3。 同步辐射X射线成像(sXCT) 在阿贡国家实验室采用高能量、高分辨率 的 sXCT 测量以亚微米分辨率表征打印圆柱体样品的宏观缺陷。原始数据以 HDF […]