
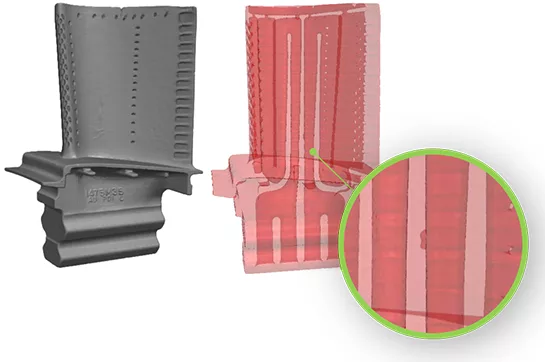
喷气发动机的涡轮叶片需要在一些最极端的条件下运行,工作温度可能要超过其所采用合金的熔点。因此,复杂的冷却系统结构、涂层和其他特性需要使叶片保持在工作温度范围内,不容失败。然而,制造的零件中可能包含有细微嵌入和隐藏的缺陷,通过 CT 检测等方法可以检查这些零件的内部。
CT 检测是一种无损的工业 X 射线成像技术,在进行 360 度旋转零件的同时以特定间隔拍摄数百或上千张单独的二维射线照片。然后将这组 2D 图像重建为 3D CT 容积,可在任意角度进行数字化切片,用户无需物理切割或打开产品即可查验产品外部和内部特征。
该工作流程面临的一个挑战是,解决零件内部缺陷和尺寸的能力取决于整体图像质量,而图像质量可能与检测周期时间直接相关。对于涡轮叶片这样高密度和复杂的零件,通常需要大量的扫描和技术人员的解读时间,给高通量应用造成了潜在瓶颈。
Synopsys 公司 Simpleware 软件的定制化模块(Custom Modeler)使用支持人工智能的机器学习方法对特定案例进行分析,为解决人工处理图像中的瓶颈问题提供了解决方案。该方法消除了工作流程中耗时的手动分割时间,并通过预先确定缺陷位置来减少检查时间。因此,进一步扩大检测规模仅取决于检测所用硬件的功率。与 Avonix Imaging 公司合作开发的检测高压涡轮叶片中低频关键缺陷的项目中,目标是创建一个找出可能存在缺陷区域的全自动检测助手,加快关键检测工作流程。
获取输入数据
近年来,X 射线 CT 技术有了很大的创新。Pixel Push、螺旋 CT、偏置 CT等扫描方式的扩展,甚至包括散热旋转靶和 450kV 微焦点 X 射线源等硬件的改进,推动了 CT 扫描在许多行业的应用发展。通常情况下,CT 可以提供给用户无法由任何其他方式获得的视图。
决定采用哪种 CT 方法和技术是最优的策略在很大程度上取决于每个公司的具体需求和他们的项目目标。CT 技术人员需要考虑产品的材料、密度、尺寸、形状、特征,以及缺陷尺寸要求、预期扫描时间及所需输出格式,所有这些细节都可能会对最佳 CT 扫描技术产生影响。
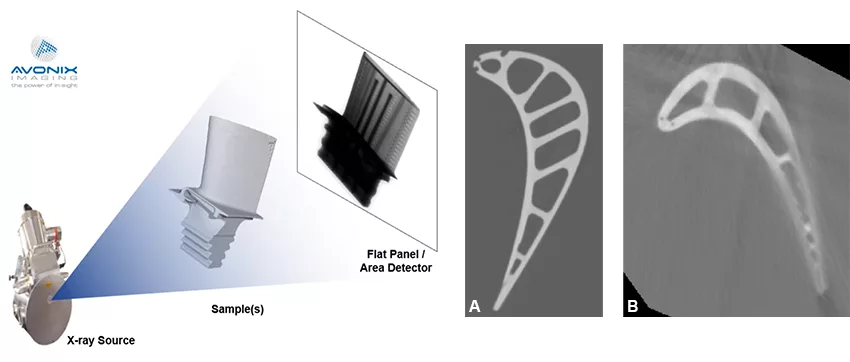
了解目标和产品细节后,就可以开发扫描技术。工业 CT 最常用的硬件参数是 X 射线能量(225kV 或 450kV)、焦斑尺寸(mini-focus 或 micro-focus)和探测器类型(LDA 或 DDA)。然后设置零件夹具、几何放大倍率和机械手定位(射线源到零件,射线源到探测器等)。最后,在运行 CT 扫描前对采集方式、投影数量等进行细微调整。
针对本项目,由于涡轮叶片密度较大,因此选用 450kV 微焦点,并对 LDA 和 DDA 探测器都进行了测试。为设计理想的参考扫描,Avonix Imaging 公司在同一组涡轮叶片样品上进行了大量的高质量 LDA 扫描和高速 DDA 扫描。样品扫描时间从几分钟到几个小时不等,也说明了理解项目目标并找到尽可能有效满足这些目标所依赖技术的重要性。
运行自动化工作流程
优化 CT 扫描流程提高效率后的下一步就是开发自动检测工作流。
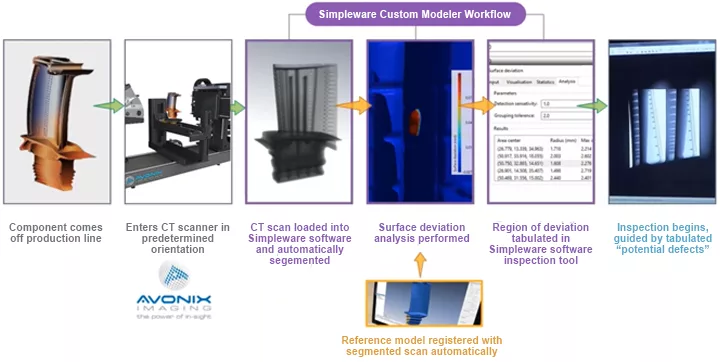
在实践中,自动化工作流涉及到:
- 从生产线获得零件
- 以预定方向进入 CT 扫描仪进行检测速度扫描
- 将 CT 扫描数据导入 Simpleware 软件,在 Simpleware 定制化模块执行人工智能工作流:
- 根据专家用户的训练数据从 CT 扫描图像中自动分割出感兴趣区域
- 将“理想”的设计参考模型与基于扫描的分割模型进行自动配准和表面偏差分析
- 通过检测工具将两个模型间的偏差区域列表展示,其灵敏度可以根据检测的缺陷进行调整
- 对列表中的“潜在缺陷”进行检查
这种定制的自动化工作流程旨在为大批量制造提供快速的缺陷检测方案,大大减少耗时的人工分割工作量。
未来影响
使用 Avonix Imaging 公司数据开发的自动化工作流程展示了解决诸如喷气发动机叶片等高价值零件检测瓶颈的潜力。此外,Simpleware 定制化模块中采用的方法可以很容易地为进一步分析做额外测量规划的扩展,如GD&T类测量、壁厚和中心线截面分析。该方法旨在通过提供包含感兴趣区域初步位置在内的增强数据,帮助工作人员简化检测过程并缩短整体检测时间,为制造商创建更高效的生产线。